- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

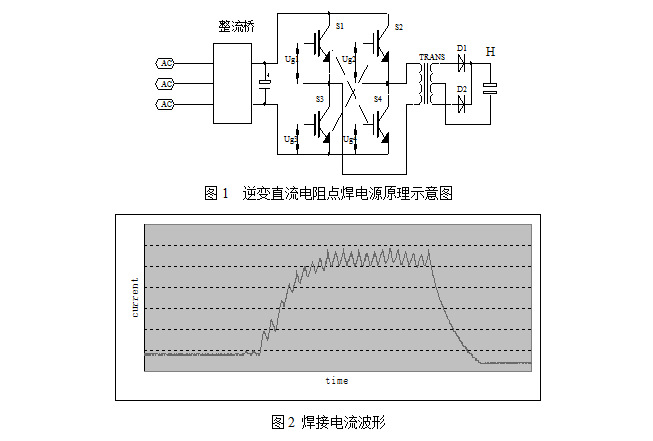
JYD系列逆變直流電阻焊接電源是采用IGBT逆變技術、微機控制技術和現代電力電子技術開發的新型電源。該設備原理見圖1。由于采用AC-DC-AC-DC的變換技術,時間控制達到毫秒級精度、控制響應和控制精度大大提高;直流輸出(圖2)使焊接工藝性顯著改善;逆變技術還使設備具有小型、節能高效等一系列優點;微控制器(MCU)與電子技術的采用使該設備具備現代設備的優秀功能,包括數字控制、監控、故障診斷與保護、數據傳輸等,設備功能齊全、靈活方便、適應面廣。該類設備特別適合于銅、鋁等有色金屬材料的點焊、合金材料的點焊、精密零件的點焊和高質量產品的點焊。
JYD液晶顯示系列逆變式電阻焊電源的特點:
1)直流輸出。焊接電流為脈動直流(且波紋度小),無交流過零不連續加熱工件的缺點,熱量集中,提高了焊接熱效率,對有色金屬材料和一些難焊材料的焊接特別適合,焊接過程穩定、焊接質量顯著提高。同時,電極壽命獲得延長。
2)由微控制器(MCU)控制,具有電流、電壓、功率監控功能。
3)逆變橋采用軟開關技術,減小開關損耗,減小電磁干擾。
4)具有電流失常、監控值超限、網壓超限、過熱等故障診斷與報警功能。
5)逆變橋電流失常自動關斷,增強系統保護。
6)三段加熱設定,帶電流緩升緩降功能,時間寬范圍設定(0-250ms或0-1s),適用復雜焊接過程需要。
7)20組參數儲存,方便多種焊接品種使用。
8)240x128 LCD顯示,同時顯示多種內容。
9)較強的外部通訊功能:焊接結束、故障、計數信號、RS-232數據通訊口(選配),便于自動焊使用。
10)數據存儲采用EEPROM,無電池壽命問題。
11)響應速度快。由于采用了較高的逆變頻率(4kHz、1kHz),具體型號機器的逆變頻率可查閱表1。通電時間控制周期為0.25ms或1ms,比通常交流焊機的20ms提高80或20倍,控制精度明顯提高。與電容儲能焊機相比,無需充放電,可控性明顯增強,特別適合于精密件的焊接和高質量、高精度、高速度焊接。
①焊接質量
工頻交流焊機的調節周期較長,對50Hz的電網,焊接時間調節分辨率為20ms。逆變直流點焊機時間調節分辨率可達0.25ms(4kHz逆變頻率),控制精度高。逆變焊機的反饋控制的響應速度明顯加快,輸出穩定性好。
工頻交流焊機由于電流過零的影響,熱效率低,用晶閘管調節電流,當電流百分比偏小時,過零時間長,影響更大;逆變直流點焊機輸出電流為脈動直流,在回路電感的作用下為連續直流輸出,熱效率高,焊接熱輸入穩定。
②焊接速度
工頻交流焊機由于電流過零的影響,加熱時間相對較長。逆變電阻點焊機為直流輸出,加熱集中,焊接時間縮短。
③節能效果
工頻交流點焊機工作在50Hz,變壓器損耗大,焊機功率因素低,回路損耗大。逆變焊機變壓器工作在較高的頻率(1-4kHz),損耗很小,直流輸出改善功率因素,節能效果明顯。
④設備體積與重量
工頻交流焊機的變壓器鐵心較大,同樣功率條件下設備較笨重。逆變直流電阻點焊機變壓器大大減小,設備較輕巧。
1)焊接質量
電容貯能焊機將電容中儲存的能量一次性釋放給焊接回路,輸出能量調節靠控制電容的充電能量完成,通常有調節充電電壓和電容容量兩種方法,輸出電流為脈沖電流,時間不能通過電子控制來調節。逆變直流焊機為較平穩的直流,電流通過逆變脈寬調節,時間通過逆變周期數調節,焊接能量可由電流和時間精確控制。
2)焊接速度
電容貯能焊機需要合理的電容充電過程(否則電容容易損壞),降低了生產速度。逆變電阻點焊機沒有這一過程,焊接速度高。
3)節能效果
電容貯能焊機的變壓器實際工作在更低的頻率,為防止飽和,變壓器鐵心更大,損耗加大;電容充電回路也增加損耗。逆變焊機變壓器工作在較高的頻率(1-4kHz),損耗很小,直流輸出改善功率因素,節能效果明顯。
4)設備體積與重量
電容貯能焊機的變壓器鐵心大,儲能電容也占據相當的空間,設備笨重。逆變直流電阻點焊機變壓器小、沒有龐大的電容器組,設備較輕巧。
焊接時流經焊接回路的電流稱焊接電流。焊接電流是最重要的點焊參數,調節焊接電流對接頭性能的影響見圖25。
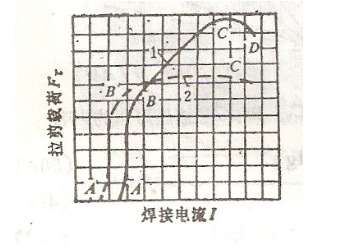
AB段 曲線的陡峭段。由于焊接電流小,使熱源強度不足而不能形成熔核或熔核尺寸甚小,因此焊點拉剪載荷較低且很不穩定。
BC段 曲線平穩上升。隨著焊接電流的增加,內部熱源發熱量急劇增大,熔核尺寸穩定增大,因而焊點拉剪載荷不斷提高(一般情況下,焊點拉剪載荷正比于熔核直徑)。臨近C點區域,由于板間翹離限制了熔核直徑的擴大和溫度場進入準穩態,因而焊點拉剪載荷變化不大。
C點以后 由于電流過大,使加熱過于強烈,引起金屬過熱、噴濺、壓痕過深等缺陷,接頭性能反而下降。
圖25還表明,焊件愈厚BC段愈陡峭,即焊接電流I的變化對焊點拉剪載荷的影響愈敏感。
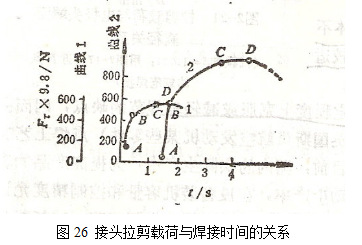
電阻焊時的每一個焊接循環中,自焊接電流接通到停止的持續時間,稱焊接接通時間,簡稱焊接時間。
焊接時間對接頭性能的影響與焊接電流相類似,如圖26。但應注意兩點:①C點以后曲線并不立即下降,這是因為盡管熔核尺寸已達飽和,但塑性環還可有一定擴大,再加之熱源加熱速率較和緩,因而一般不會產生噴濺;②焊接時間對代表接頭塑性指標的延性比影響較大,因此,對于承受動載或有脆性傾向的金屬材料(可淬硬鋼、鉬合金等)點焊接頭,還應考慮焊接時間對拉伸載荷的影響。
電極壓力也是點焊的重要參數之一。電極壓力過大或過小都會使焊點承載能力降低和分散性變大,尤其對拉伸載荷影響更甚。當電極壓力過小時,由于焊接區金屬的塑性變形范圍及變形程度不足,造成因電流密度過大而引起加熱速度大于塑性環擴展速度,從而產生嚴重噴濺。這不僅使熔核形狀和尺寸發生變化,而且污染環境和不安全,這是絕對不允許的。電極壓力大將使焊接區接觸面積增大,總電阻和電流密度均減小,焊接區散熱增加,因此熔核尺寸下降,嚴重時會出現未焊透缺陷。
一般認為,在增大電極壓力的同時,適當加大焊接電流或焊接時間,以維持焊接區加熱程度不變。同時,由于壓力增大,可消除焊件裝配間隙、剛性不均勻等因素引起的焊接區所受壓力波動對焊點強度的不良影響。此時不僅使焊點強度維持不變,穩定性亦可大為提高。
電極壓力選擇時還應考慮以下因素:①高溫強度愈大的金屬,電極壓力應相應增大;②焊接規范愈硬,則電極壓力應相應增大;為減少采用較小電極壓力所帶來焊接區的加熱不足,可采用馬鞍型壓力變化曲線。
電極頭是指點焊時與焊件表面相接觸的電極端頭部分。電極頭端面尺寸增大時,由于接觸面積增大、散熱效果增強,均使焊接區加熱程度減弱,因而熔核尺寸減小,使焊點承載能力降低。
廣州市精源電子設備有限公司是專業從事高精密點焊機,脈沖熱壓機,高頻點焊機,碰焊機,逆變點焊電源,脈沖熱壓焊機,Hot bar機,縫焊電源,微電弧點焊電源等研發、生產和銷售的高新技術企業。
可為您量身定做全方位的精密焊接解決方案!















