- 產品
- 供應
- 公司
- 新聞
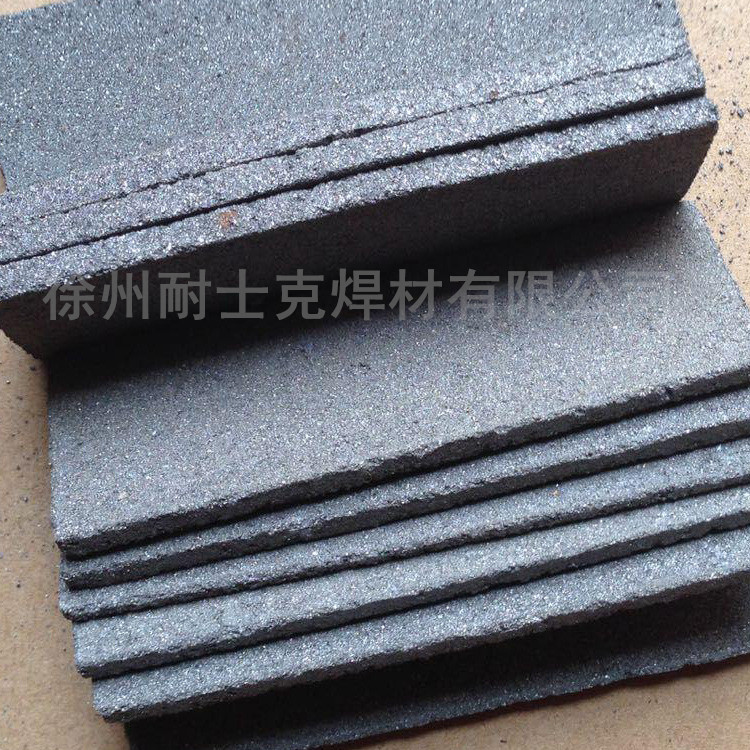
D-65K耐磨合金粉塊 D-65K耐磨合金粉塊一般采用碳弧焊工藝,電源為陡降外特性的直流弧焊機或交流弧焊機,直流焊時采用正接,即電極接負極,電極為高強度光譜純石墨棒,規格為直徑10mm、12mm、14mm、長400mm,使用前端頭磨成錐形,錐高約為直徑的2倍。 堆焊規范如下:每塊粉塊的堆焊時間:(90×30×3 mm)50-60秒 D-65K耐磨合金粉塊碳弧堆焊的操作:
粉塊碳弧堆焊采用接觸式引弧,只要碳棒具有一定的錐度,電弧燃燒是穩定的。稍有經驗的焊工略加練習便可掌握,多數焊工在開始掌握這種方法時,大都存在一個共同的弊病,即把電弧壓的太低,電弧過低的缺點是:
1、極尖端易接觸金屬,致使不斷地造成瞬間短路,使電弧不穩,影響堆焊層的平整度。
2、由于不斷的造成短路,使碳棒損耗加快,費用增高。
3、碳弧堆焊的正確操作方法是:在空間位置允許的情況下,碳棒盡量垂直于工件,并且一經起弧整個焊接過程應保持一定的電弧長度,一般為3-8 mm。
操作過程如下:
1、引弧:堆焊粉塊碳棒不可以在粉塊上直接引弧;目的是:a、避免碳棒觸動粉塊使其移動位置。b、避免起焊處層與基體間過渡不圓滑。為此,應在距離粉塊端頭2-3 mm處的母材上引弧,之后立即將電弧引至粉塊邊緣,使碳弧籠罩基體三分之二,籠罩粉塊三分之一的位置,然后作橫向擺動,開始起焊。
2、擺動方法:起焊后,碳弧沿粉塊作橫向擺動,擺動方法有兩種:方形擺動及鋸齒形擺動。實踐證明,后者較好,因為方形擺動焊速慢,稀釋率增大,降低焊層硬度;鋸齒形擺動焊速較快,故基體熔化較少,稀釋率降低,從而有利于保證焊層的設計性能。
3、擺動幅度:為了使耐磨層合理的覆蓋基體表面,在堆焊D-65K粉塊時,擺幅等于粉塊寬度,擺的幅度是否一致,直接影響焊層質量和零部件的使用效果,以60×20×3 .5mm粉塊為例,焊后的覆蓋面積應為(60-70)×(27-30)平方毫米。
4、堆焊速度:堆焊速度是決定堆焊質量的主要關鍵,它包括橫擺焊速和前進焊速。這兩個速度的配合必須一致。
5、橫擺焊速,也就是橫向擺動速度,這個速度要掌握合適。太慢,基體熔化多,焊層增加,表面出現黑皮和皺褶,降低性能;太快,可造成與基體結合不牢,焊層表面呈現渣坑,對堆焊質量均不利。因此,正確的橫向擺動速度應是保證基體不過燒(稀釋率不增高)的前提下,使合金元素得到較充分的熔化和反應。
6、前進焊速,其太快或太慢所產生的后果與橫擺速度是一樣的。前進焊速的快慢,應視橫擺焊速粉塊的熔化情況,通常是看粉塊在電弧的作用下能否形成一個較好的熔池形狀,良好的熔池形狀的形成,要靠兩個速度的配合得當。在整個過程中如能保持一個良好的熔池形狀,既保證熔池邊界清楚又使表面上的漂動,渣剛一漂動碳弧就移動,說明堆焊速度是合適的,就能得到光滑平整的優質堆焊層。一般,堆焊電流300A左右,粉塊規格為90×30×3 mm,則堆焊時間為1分鐘左右,此時焊層稀釋率約50%,組織為共晶,外觀顏色呈灰白色或黃綠色。
7、收弧:收弧和起焊同樣重要,焊層兩端均需平滑過渡。為此,收弧時要注意兩個要點:1)為了避收弧端產殘留熔滴及高低不平現象,收弧不可過早,需待塊熔盡。2)為使收弧端與基體平滑過渡,收弧也不可太晚,免得收弧處弧坑太深,影響產品質量。較正確的收弧方法通常是:待粉塊熔盡時立即將電弧拉長,利用電弧的低溫區給熔池加以整形,使焊層與基體間過渡平滑。
8、注意事項:
1、堆焊層存在裂紋,一般與堆焊焊道長度方向垂直。當磨粒介質為高度運動的粒子時,應使裂紋方向與其垂直。
2、當焊速過快,焊層表面易形成渣坑。當渣坑直徑和深度為3 mm以下時,可用碳弧重熔一下,即可消除;大于3 mm時,把相應大小的粉塊粒放在坑中,再用碳弧重熔。
3、根據堆焊尺寸,可適當將幾塊粉塊順擺,連續堆焊。
4、如一塊粉塊堆焊寬度不夠,可在前一道堆焊層側邊再放一塊粉塊,搭接2~3mm再堆焊,注意使搭接處焊層過渡平滑。
5、一般堆焊一平方米面積用粉塊10~12Kg,每只直徑12mm碳棒可堆焊2 Kg粉塊。
耐磨合金粉塊的抗裂性與抗磨性都優于焊條,主要用于在振動疲勞磨損嚴重零部件上。
一、合金粉沫耐磨噴涂
合金粉沫直接噴射在螺桿表面及料管內孔上,合金深度可達 2.5mm~5mm以上,合金表面之密度高達98%~99.5%合金粉沫附著強度超過10,000psi以上,因此,在高扭力的使用下,可提高耐磨壽命7-8倍。
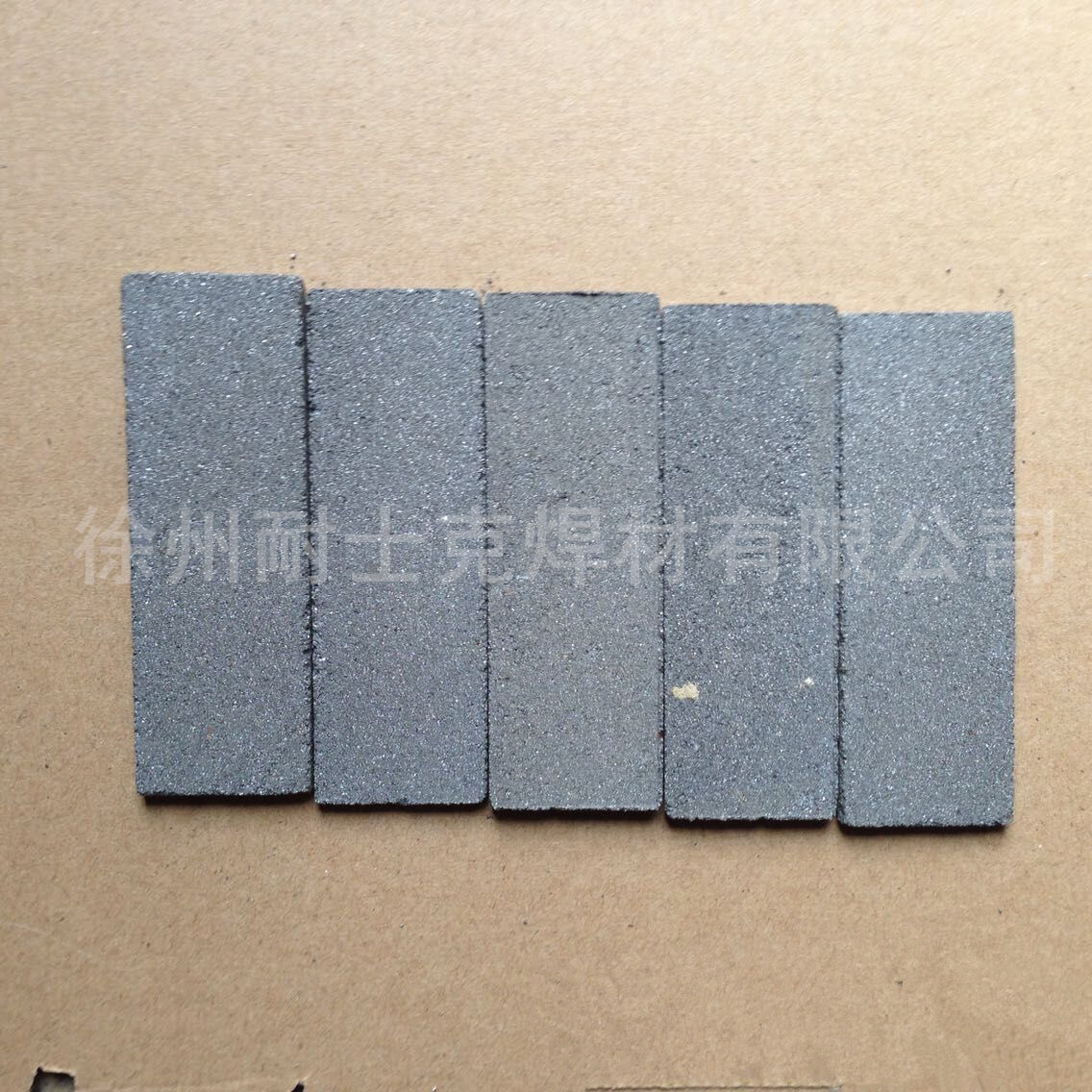
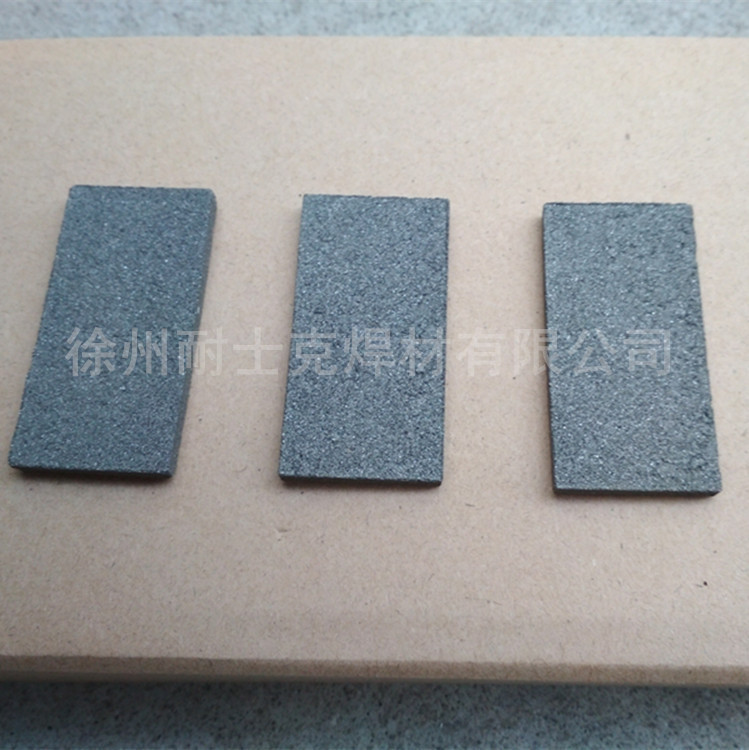
二、耐磨合金粉塊
耐磨合金粉塊自熔性良好,堆焊的工件無需除銹,它可堆焊在低、中碳鋼、低合金鋼及鑄鋼件上,也可在高錳鋼和某些灰鑄鐵上堆焊,用于承受低、中等程度沖擊的強磨粒磨損的易損件的制造與修復,焊后硬度為HRC≥60。.
它主要用于各種葉片、溜槽耐磨鋼板、擠壓輥輥面、制磚機絞刀、打泥板等零部件的制造和修復。堆焊后可提高使用壽命3-8倍。
用量:堆焊面積為1平方米約需粉塊10kg或稍多一些,每1kg粉塊,堆焊后所獲得的耐磨層的重量為1.5kg左右,是任何耐磨堆焊材料所達不到的。
二、焊接工藝:
1、手工碳弧焊.
石墨電極規格:(碳棒)直流:Φ10×300、Φ12×300、Φ15×300;(碳棒)交流:Φ8×350、Φ10×350;交流弧焊機(空載電壓≥70V)。
焊鉗:采用加長嘴焊鉗(防人灼傷)堆焊時,碳棒伸出鉗口100mm左右;堆焊電流200~300A,堆焊稀釋率50%。
2、用耐磨焊條添加粉塊手工電弧焊,堆焊電流250A~300A..。 ...
耐磨合金粉塊的抗裂性與抗磨性都優于焊條,主要用于在振動疲勞磨損嚴重零部件上。
一、合金粉沫耐磨噴涂
合金粉沫直接噴射在螺桿表面及料管內孔上,合金深度可達 2.5mm~5mm以上,合金表面之密度高達98%~99.5%合金粉沫附著強度超過10,000psi以上,因此,在高扭力的使用下,可提高耐磨壽命7-8倍。
二、耐磨合金粉塊
耐磨合金粉塊自熔性良好,堆焊的工件無需除銹,它可堆焊在低、中碳鋼、低合金鋼及鑄鋼件上,也可在高錳鋼和某些灰鑄鐵上堆焊,用于承受低、中等程度沖擊的強磨粒磨損的易損件的制造與修復,焊后硬度為HRC≥60。.
它主要用于各種葉片、溜槽耐磨鋼板、擠壓輥輥面、制磚機絞刀、打泥板等零部件的制造和修復。堆焊后可提高使用壽命3-8倍。
用量:堆焊面積為1平方米約需粉塊10kg或稍多一些,每1kg粉塊,堆焊后所獲得的耐磨層的重量為1.5kg左右,是任何耐磨堆焊材料所達不到的。
二、焊接工藝:
1、手工碳弧焊.
石墨電極規格:(碳棒)直流:Φ10×300、Φ12×300、Φ15×300;(碳棒)交流:Φ8×350、Φ10×350;交流弧焊機(空載電壓≥70V)。
焊鉗:采用加長嘴焊鉗(防人灼傷)堆焊時,碳棒伸出鉗口100mm左右;堆焊電流200~300A,堆焊稀釋率50%。
2、用耐磨焊條添加粉塊手工電弧焊,堆焊電流250A~300A..。 ...
耐磨合金粉塊的抗裂性與抗磨性都優于焊條,主要用于在振動疲勞磨損嚴重零部件上。